International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 3, Issue 4, April 2013)
106
Optimal Design for Laser Beam Butt Welding Process
Parameter for Inconel Using Artificial Neural Networks
Dr. G.Harinath Gowd
1, M. Gunasekhar Reddy
2, Bathina Sreenivasulu
3, Rayudu Peyyala
4 1Professor, Department of Mechanical Engineering, Madanapalle Institute of Technology & Science, Madanapalle. Andhra Pradesh., INDIA
2, 3Assisstant Professor, 4Associate Professor, Madanapalle Institute of Technology & Science, Madanapalle Abstract— Laser Beam Welding (LBW) is a widely used
welding technique in Automotive, Aerospace, and Electronic and Heavy manufacturing industries to join a variety of metals and alloys because of its high speed, fine welding seam quality, low heat input per unit volume, deep penetration, and narrow heat affected zone, and reduced tendency to cracking. Laser welding input parameters play a very significant role in determining the quality of a weld joint. The joint quality can be defined in terms of the weld bead parameters such as weld bead penetration, Bead width & bead volume. In this study, the weld bead geometry such as depth of penetration, bead width and Bead volume of the laser welded butt joints made of INCONEL 600 sheets were investigated. Full factorial design was used to carry out the experimental design. Artificial Neural networks (ANN) program available in MatLab software is used to establish the relationships between the laser welding input parameters i.e pulse duration, pulse frequency, welding speed, pulse energy and the output responses i.e bead penetration, bead width, bead volume.
Keywords— Laser beam welding, Central composite desging, ANN, INCONEL 600.
I. INTRODUCTION
Laser (light amplification by the stimulated emission of radiation) welding is perhaps the latest addition to the ever-growing family of welding processes and is widely used welding technique in Automotive, Aerospace, and Electronic and Heavy manufacturing industries to join a variety of metals and alloys because of its high speed, fine welding seam quality, low heat input per unit volume, deep penetration, and narrow heat affected zone, and reduced tendency to cracking. Lasers generate light energy that can be absorbed into materials and converted into heat energy. LBW is a high-energy-density welding process and well known for its deep penetration, high speed, small heat-affected zone, fine welding seam quality, low heat input per unit volume, and fiber optic beam delivery [1]. The energy input in laser welding is controlled by the combination of focused spot size, focused position, shielding gas, laser beam power and welding speed.
For the laser beam welding of butt joint, the parameters of joint fit-up and the laser beam to joint alignment [2] becomes important.
The laser beam is highly directional, strong, monochromatic (of one wavelength) and coherent i.e. all the waves are in phase. Such a beam can be focused to a very small spot giving a very high energy density which may reach 109 W/mm2. Thus, a laser beam can melt or evaporate any known materials. There are three basic types of lasers viz., the solid state laser, the gas laser and the semi conductor laser. The type of laser depends upon the lasing source. The solid state lasers make use of crystals such as ruby, sapphire and some artificially doped crystals such as neodymium doped yttrium garnet (Nd-YAG) rods. In the gas lasers, the lasing source is either a gas or mixture like hydrogen, nitrogen, argon and carbon dioxide. In case of semiconductor lasers, the lasing materials are single crystals of semiconductors such as gallium and indium arsenide, alloys of cadmium, selenium and sulphur etc. Among all these variants Nd:YAG lasers are being used most extensively for industrial applications because they are capable of durable multikilowatt operation.
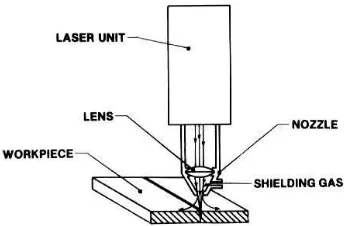
[image:1.612.326.498.568.681.2]The principle of operation as shown in Fig 1 is that the laser beam is pointed on to a joint and the beam is moved along the joint. The process will melt the metals in to a liquid, fuse them together and then make them solid again thereby joining the two pieces.
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 3, Issue 4, April 2013)
107 LBW is a very versatile process, which is capable of welding a variety of materials like stainless steels, carbon steels, aluminum, copper, tool steels, etc. This process involves a large number of control factors. Moreover, the process is stochastic in nature. These factors do not allow the operator to obtain the optimal performance just by the trial-and-error method. In any welding process, bead geometrical parameters play an important role in determining the mechanical properties of the weld and hence quality of the weld [3]. In Laser Beam welding, bead geometrical variables are greatly influenced by the process parameters such as Pulse frequency, Welding speed, Input energy, Shielding gas [4]. Therefore to accomplish good quality it is imperative to setup the right welding process parameters. Quality can be assured with embracing automated techniques for welding process. Welding automation not only results in high quality but also results in reduced wastage, high production rates with reduce cost to make the product. Benyounis et al. [5] has investigated the Effect of welding parameters on the heat input and weld bead profile using continuous wave 1.5 KW CO2 laser. The welding parameters taken in to consideration were welding speed, laser power and focal point position. Linear and quadratic polynomial equations were developed using RSM and the experimental plan was based on Box-Behnken design. Nagesh and Datta [6] developed a back-propagation neural network, to establish the relationships between the process parameters and weld bead geometric parameters, in a shielded metal arc welding process. Several mathematical models to control welding quality, productivity, microstructure and weld properties in arc welding processes have been studied [7]. However, it is not an easy task to apply them to the various practical situations because the relationships between the process parameters and the bead geometry are non-linear and are usually dependent on the specific experimental results. It is difficult to establish a mathematical model that can predict the result of the actual welding process and determine the optimum welding condition under typical process constraints. In the present work, artificial neural networks (ANNs) is used to develop models which express the interrelationship between the input process parameters (i.e pulse duration, pulse frequency, welding speed and the pulse energy) and the output responses (i.e Depth of penetration, Bead width and Bead volume).
II. EXPERIMENTAL WORK
The experiments are conducted on High peak power pulsed ND:YAG Laser welding system with six degrees of freedom robot delivered through 300 um Luminator fiber.
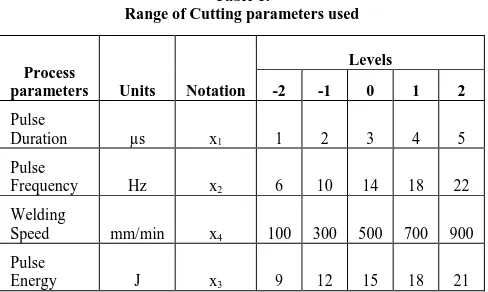
[image:2.612.323.567.313.459.2]The maximum average power produced at laser is 300W. Based on the literature survey and the trail experiments, it was found that the process parameters such as pulse duration (x1), pulse frequency(x2), speed (x3), and energy (x4) have significant affect on weld bead geometrical features such as penetration (P), bead width (W), and bead volume (V). The experiments were carried out based on the central composite design. The process variable levels with their units and notations are given in Table 1.
Table 1.
Range of Cutting parameters used
Process
parameters Units Notation
Levels
-2 -1 0 1 2
Pulse
Duration µs x1 1 2 3 4 5
Pulse
Frequency Hz x2 6 10 14 18 22
Welding
Speed mm/min x4 100 300 500 700 900
Pulse
Energy J x3 9 12 15 18 21
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 3, Issue 4, April 2013)
[image:3.612.47.291.145.598.2]108
Table 2 Experimental dataset
S.No x1 x2 x3 x4 Penetr
ation
Bead width
Bead Volume
1 2 10 300 12 1.8 1.2 0.469
2 4 10 300 12 2.23 1.02 0.46
3 2 18 300 12 1.9 1.15 0.5
4 4 18 300 12 2.28 1.21 0.5
5 2 10 700 12 1.7 0.819 0.33
6 4 10 700 12 2.07 0.91 0.34
7 2 18 700 12 1.8 0.805 0.495
8 4 18 700 12 2.01 0.856 0.5
9 2 10 300 18 1.84 1.01 0.444
10 4 10 300 18 2.24 0.99 0.486
11 2 18 300 18 1.95 1.015 0.531
12 4 18 300 18 2.18 1.015 0.58
13 2 10 700 18 1.77 0.768 0.318
14 4 10 700 18 2.18 0.95 0.352
15 2 18 700 18 2.01 0.756 0.5
16 4 18 700 18 2.155 0.978 0.52
17 1 14 500 15 1.5 0.9 0.4
18 5 14 500 15 2.26 1.06 0.42
19 3 6 500 15 1.912 0.94 0.15
20 3 22 500 15 2.17 1.015 0.54
21 3 14 100 15 2.25 1.269 0.555
22 3 14 900 15 1.94 0.701 0.4
23 3 14 500 9 1.8 1.015 0.39
24 3 14 500 21 2.25 0.984 0.5
25 3 14 500 15 2.05 0.98 0.512
26 3 14 500 15 2.07 0.958 0.5
27 3 14 500 15 2.08 0.95 0.52
28 3 14 500 15 2.105 0.936 0.491
29 3 14 500 15 2.098 0.928 0.487
30 3 14 500 15 2.05 0.916 0.49
31 3 14 500 15 1.961 0.9 0.49
III. MODELING USING ANN
Artificial neural networks are composed on simple elements operating in parallel. These elements are inspired by biological nervous systems. The ANN modelling is carried in two steps; the first step is to train the network whereas the second is to test the network with data, which were not used for training.
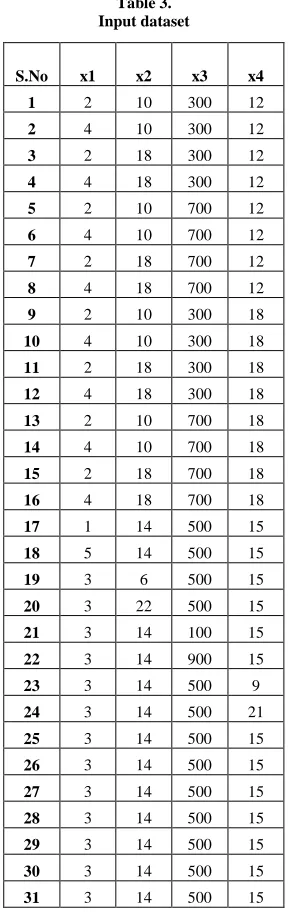
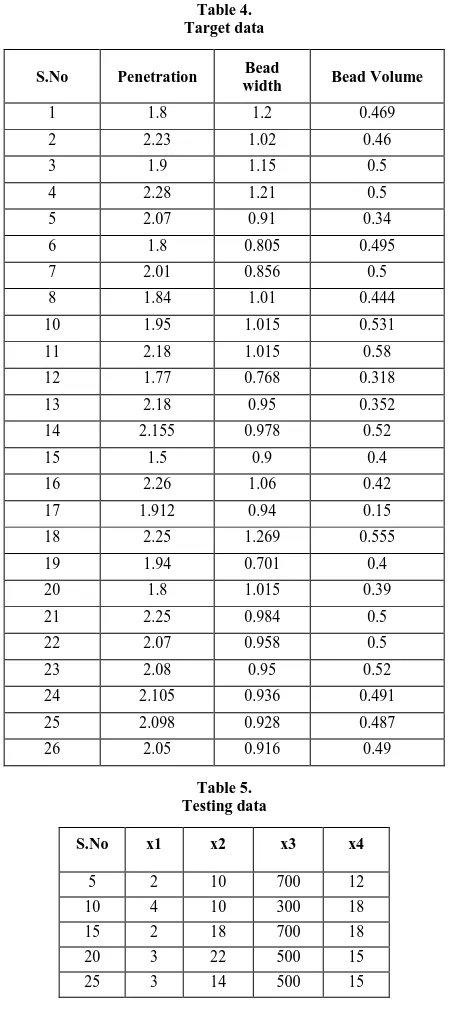
In this research, a two layer back propagation network was employed as a tool for mapping the complex and highly inter-active process parameters such as pulse duration, pulse frequency, welding speed and the pulse energy to predict the optimal Depth of penetration, Bead width and Bead volume in High power ND-YAG laser beam welding process. The Input data, Target data set and Testing data used in ANN modeling are shown in tables 3, 4 & 5.
Table 3. Input dataset
S.No x1 x2 x3 x4 1 2 10 300 12
2 4 10 300 12
3 2 18 300 12
4 4 18 300 12
5 2 10 700 12
6 4 10 700 12
7 2 18 700 12
8 4 18 700 12
9 2 10 300 18
10 4 10 300 18
11 2 18 300 18
12 4 18 300 18
13 2 10 700 18
14 4 10 700 18
15 2 18 700 18
16 4 18 700 18
17 1 14 500 15
18 5 14 500 15
19 3 6 500 15
20 3 22 500 15
21 3 14 100 15
22 3 14 900 15
23 3 14 500 9
24 3 14 500 21
25 3 14 500 15
26 3 14 500 15
27 3 14 500 15
28 3 14 500 15
29 3 14 500 15
30 3 14 500 15
[image:3.612.372.517.248.704.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 3, Issue 4, April 2013)
[image:4.612.56.281.135.641.2]109
Table 4. Target data
S.No Penetration Bead
width Bead Volume
1 1.8 1.2 0.469
2 2.23 1.02 0.46
3 1.9 1.15 0.5
4 2.28 1.21 0.5
5 2.07 0.91 0.34
6 1.8 0.805 0.495
7 2.01 0.856 0.5
8 1.84 1.01 0.444
10 1.95 1.015 0.531
11 2.18 1.015 0.58
12 1.77 0.768 0.318
13 2.18 0.95 0.352
14 2.155 0.978 0.52
15 1.5 0.9 0.4
16 2.26 1.06 0.42
17 1.912 0.94 0.15
18 2.25 1.269 0.555
19 1.94 0.701 0.4
20 1.8 1.015 0.39
21 2.25 0.984 0.5
22 2.07 0.958 0.5
23 2.08 0.95 0.52
24 2.105 0.936 0.491
25 2.098 0.928 0.487
26 2.05 0.916 0.49
Table 5. Testing data
S.No x1 x2 x3 x4
5 2 10 700 12
10 4 10 300 18
15 2 18 700 18
20 3 22 500 15
25 3 14 500 15
3.1 ANN model design for prediction of Bead penetration, Bead width & Bead volume
The following are the steps involved in the model design for bead penetration, Bead width & Bead volume.
Fixing the number of nodes in input and output layers:
The number of input nodes will be equal to the number of inputs i.e., three in this case. Similarly the number of output layer nodes will be equal to the number of outputs i.e., one in this case.
Input and output normalization:
The neural network performance will be good if the input and output values lies in the range [0, 1]. To convert the original inputs and outputs into the required form the following equations are developed.
Mi = Ai/Maxi ; Mo = Ao/Maxo
Fixing the number of hidden layers:
Generally single and double hidden layers networks are used to solve the most of the problems. Here also single hidden layer is verified. Double hidden layer has given the minimum error than the single hidden layer.
Network model for Bead penetration: Network type: feed forward back propagation Training: Levenberg Maquardtl algorithm No. of layers: 2
Output layer: 1 No of neurons: 0 to10
Performance: mean square error
Training function: TRAINLM of the network Hidden layer transfer function: Tran sigmoid Output layer transfer function: Pure linear Adaption of learning rate: LEARNGDM
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 3, Issue 4, April 2013)
110
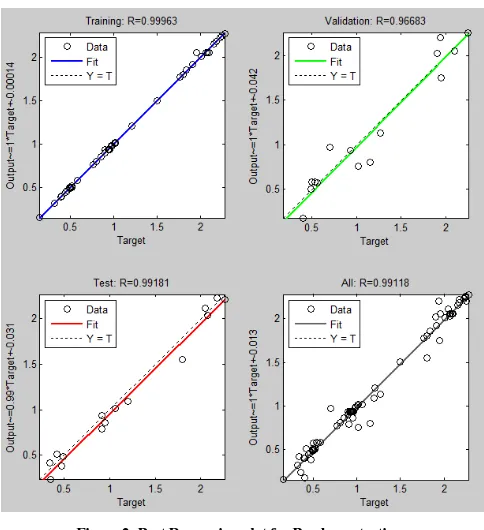
Figure 2: Best Regression plot for Bead penetration Fixing the number of nodes in each hidden layer:
[image:5.612.327.559.130.384.2]The number of hidden layer nodes can be fixed based on the minimum error. In this case the error is minimum at 8 nodes in first hidden layer and 4 nodes in second hidden layer.
Table 6.
Best performance error with hidden nodes for Bead penetration Hidden Layer Best performance error
2 0.0185
4 0.00075
6 0.00086
8 0.00363
10 0.128
Network model for Bead width:
Network type: feed forward back propagation Training: Levenberg Maquardtl algorithm No. of layers: 2
Output layer: 1 No of neurons: 0 to20
Performance: mean square error
Training function: TRAINLM of the network Hidden layer transfer function: Tran sigmoid Output layer transfer function: Pure linear Adaption of learning rate: LEARNGDM
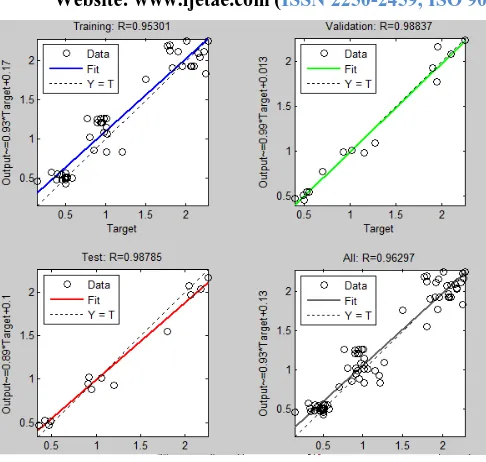
[image:5.612.48.290.131.396.2]No of epoch of the network: 84 epochs will get good results and best regression plot.
Figure 3: Best Regression plot for Bead width
Fixing the number of nodes in each hidden layer: The number of hidden layer nodes can be changed up to getting minimum error in the best performance. it is single hidden layer and changing the nodes in the hidden layer. Best performance error is less at nodes 17and the 18.
Table 7.
Best performance error with hidden nodes for Bead width Hidden Layer Best performance error
16 0.0672
17 0.0023
18 0.00043
19 0.076
20 0.0987
Network model for Bead volume:
Network type: feed forward back propagation Training: Levenberg Maquardtl algorithm No. of layers: 2
Output layer:1 No of neurons:0 to 20
Performance: mean square error
Training function: TRAINLM of the network Hidden layer transfer function: pure linear Output layer transfer function: Pure linear Adaption of learning rate: LEARNGDM
[image:5.612.340.547.482.555.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 3, Issue 4, April 2013)
[image:6.612.49.292.125.356.2]111
Figure 4: Best Regression plot for Bead volume
IV. CONCLUSIONS
In this work, High power ND-YAG Laser Beam welding was used for joining INCONEL 600 Sheets. Laser welded butt joints were carried out using Full factorial design with Four factors (Pulse duration, pulse frequency, welding speed and pulse energy) and five levels and the weld bead geometry such as Bead penetration, Bead width and Bead volume of the joints were estimated.
The models were developed to predict the Bead penetration, Bead width and bead volume through Artificial Neural Networks techniques. The best model is selected based on the best performance error for different network configurations. Also the models have been evaluated by means of the percentage deviation between the predicted values and the actual values. The developed ANN model can be further integrated with optimization algorithms like GA to optimize the welding parameters.
REFERENCES
[1] Steen W.M., Laser material processing‖, Springer, London, 1991. [2] Dawes c (1992) Laser welding. Abington, New York
[3] Howard B.Cary., ―Modern Welding Technology‖, Prentice Hall, New Jersey, 1989.
[4] Murugan N., Bhuvanasekharan G., ―Effects of process parameters on the bead geometry of laser beam butt welded stainless sheets‖, International Journal of Advanced Manufacturing Technology, 32:1125-1133, 2007.
[5] Benyounis K.Y., Olabi A.G., Hashmi M.S.J., ―Effect of laser welding parameters on the heat input and weld bead profile‖, Journal of Materials processing technology, 65:978-985, 2005.
[6] Nagesh D S., Datta G L., ―Prediction of weld bead geometry and penetration in shielded metal-arc welding using artificial neural networks‖, Journal of Materials Processing Technology, 123: 303– 312, 2002.