Effect of Direct Chill Casting Process Parameters on the Microstructure
and Macrosegregation of Mg-Al-Zn Ingot
Xingwei Zheng
1,*, Peng Luo
2, Jie Dong
3and Wenjiang Ding
31College of Engineering Science and Technology, Shanghai Ocean University, 201306 Shanghai, P.R. China
2Institute of Materials for Clean Energy Manufacturing, School of Mechanical Engineering, Shanghai Dianji University, 201306 Shanghai, P.R. China
3National Engineering Research Center of Light Alloy Net Forming, Shanghai Jiaotong University, 200240 Shanghai, P.R. China
It has been demonstrated that the microstructure and macrosegregation of ingot produced by direct chill casting would take remarkable effect on its deformation behavior. In the present study, the influence of casting speed and temperature on the microstructure and macrosegre-gation of AZ81 ingot prepared by a self-designed crystallizer (220 × 220 mm) was investigated. The results show that the volume fraction of β-Mg17Al12 predicted by the Gulliver-Scheil model agrees well with image analysis results of the ingots prepared at different casting parame-ters. Moreover, the casting speed affects the macrosegregation greatly while it has slight influence on the distribution of β-Mg17Al12, and the casting temperature has slight influence on macrosegregation of ingot while it has strong influence on the distribution of β-Mg17Al12. The opti-mal casting speed and casting temperature for the AZ81 ingot are 80 mm/min and 953 K, respectively. The corresponding maximum values of ultimate tensile strength, yield strength and elongation are 265 MPa, 210 MPa and 3.5%, respectively. [doi:10.2320/matertrans.M2017013]
(Received January 12, 2017; Accepted May 29, 2017; Published June 30, 2017)
Keywords: casting speed, casting temperature, macrosegregation, microstructure, magnesium alloy
1. Introduction
Due to low density, high specific strength/stiffness, and excellent machinability, as well as satisfactory magnetic shielding capacities, magnesium alloys are promising mate-rials in fields of automotive and aerospace industries where weight saving becomes the primary concern.1) This leads to
increasing demand for cast and wrought magnesium alloy products over the last two decades.
Direct-chill (DC) casting holds a prominent position in production of large sized commercial aluminum alloy ingots or billets for its high productivity, low capital investment, simple operating feature and great product flexibility, which has been extensively investigated since it was invented in the 1930s. Nowadays, excellent reviews are available on the de-velopment together with the insights into parameters.2,3)
Studies on the DC casting of aluminum alloys show that macrosegretgation is an irreparable defect (which cannot be minimized/eliminated by heat treatment) and is bound to occur in large sized castings. Furthermore, the presence of macrosegregation sets limitation on the size and composi-tion of the billet or ingot to be cast in a productive and eco-nomical way. Thus, emphasis on the importance of reducing macrosegregation in the DC casting ingot or billet cannot be overemphasized.2) In recent years, with the increasing
de-mand for light-weight wrought materials, more and more at-tentions have been paid to the DC casting of magnesium al-loys. Progresses have been made on this topic in both exper-imental and simulating aspects during last decades. In their studies, the topics mainly focus on microstructure, hot tear-ing, and mechanical properties of round billets, which are the preferred raw materials used to produce various products such as rods, bars, tubes and wires by forge or extrusion.4–10)
However, very few works have been carried out about the elucidation of macrosegregation of DC casting of
magne-sium alloy, especially for large sized flat ingot of magnemagne-sium alloy intended to be eventually rolled into plate. Obviously, to roll magnesium sheet from flat ingot instead of round bil-let can effectively improve the utilization rate of raw materi-al. This satisfies the dramatically increasing demand of mag-nesium sheet considering the good potential of its applica-tions in aerospace and transportation industry where weight lighting is urgently desired.11) Therefore, it is meaningful to
investigate the effect of process parameters on microstruc-ture and macrosegregation of magnesium alloy ingot pro-duced by direct chill casting.
In this paper, the nominal composition of the magnesium alloy is Mg-8%Al-0.9%Zn (AZ81, in mass percent). Ingots of AZ81 alloy were produced by DC casting using a self-de-signed crystallizer (220 × 220 mm). Then, the effect of pro-cess parameters (casting speed and temperature) on micro-structure and macrosegregation of the AZ81 ingot was inves-tigated in order to promote the industrial application of Mg-Al-Zn series magnesium alloys.
2. Experimental Procedure
AZ81 alloy was prepared with pure Zn, Mg and Al by melting them in an electrical resistance furnace under the protection of mixture gases of SF6 and CO2 in this work.
The melt was degassed, refined and slag removed at 1013 K, then six ingots were prepared with different DC casting pa-rameters. In the first casting, the ingots were cast at 50, 80 and 110 mm/min, respectively. The water flow and casting temperature were maintained constant at 80 L/min and 953 K, respectively. In the second casting, the ingots were cast at 953 K, 993 K and 1033 K, respectively. Meanwhile water flow and casting speed were maintained constant at 80 L/min and 80 mm/min, respectively. For every condi-tion, the length of ingot was produced no shorter than 300 mm in case sufficient samples were provided for metal-lographic characterization, defect inspection, and mechani-* Corresponding author, E-mail: [email protected]
cal testing.
In order to investigate the effects of casting speed and casting temperature on the macrosegregation, the sump depth was measured according to Ref. 12). The volume frac-tions of the eutectic along the thickness of the ingots pre-pared at different casting parameters were evaluated by im-age analysis software Imim-age-Pro plus 5.0 and which was also calculated with the Gulliver-Scheil model by pan-dat.13,14) The Gulliver-Scheil model is a typical
non-equilib-rium model, which is based on the assumption of complete mixing in the liquid but no diffusion in the solid. It can be used to predict the phase formation sequence for substitu-tional alloys. All the samples were analyzed in the unetched condition to estimate the volume fraction of the compounds in the alloy.
The chemical compositions along the thickness of ingot were measured by inductively coupled plasma-optical emis-sion spectrometry (ICP-OES). The alloy powders for the ICP-OES measurement were drilled from the cross-section of ingot at each 20 mm from center to the edge.
For mechanical testing, three tensile samples were cut along the casting direction of the ingot by an electric dis-charging wire cutting machine. The thickness and gauge length of the sample are 2 mm and 20 mm, respectively. Tensile tests were conducted on a Zwick/Roell-20KN test-ing machine at a cross-head movtest-ing at a speed of 1 mm/min at room temperature.
3. Results
3.1 Crystallizer for producing ingot
The uniformity of temperature field of the DC casting plays an important role in improving quality of the ingot or billet. In other words, one of the main challenges in design of crystallizer for ingot or billet is how to obtain a uniform temperature field during DC casting. As schematically illus-trated in Fig. 1, the crystallizer (220 × 220 mm) is character-ized by the distance between vertical cooling channels, which increases from the middle to the corner of crystallizer frame. Another feature is about the diameter of the outlet for secondary cooling water. In our design, it is gradually re-duced from the middle to the corner of crystallizer frame. For both reasons, the cooling effect between the periphery and the corner of the ingot is adjustable in considering the fact that the secondary cooling water flowing past the corner
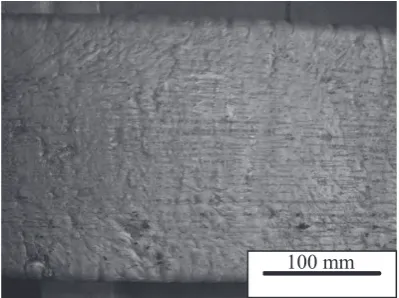
is not as sufficient as that over the periphery. As a result, the variation of cooling rate is balanced to a large degree in the present study. More details of the function principle of the crystallizer were introduced elsewhere.15) The typical
mac-rostructure of the ingot prepared by the self-designed crys-tallizer is shown in Fig. 2. It can be seen that the surface of the ingot suffers from little slight cold shut, but no crack and oxide inclusion.
3.2 Effect of process parameters on microstructure It is known that microstructure of the ingot has strong in-fluence on its deformation behavior. The inin-fluence of casting speed and temperature on the microstructure, as well as the distribution and volume fraction of eutectic in AZ81 ingot produced by DC casting is introduced as follows.
3.2.1 Effect of casting speed on microstructure
Earlier investigation shows that the AZ80 magnesium al-loy is composed of α-Mg and β-Mg17Al12.16) The
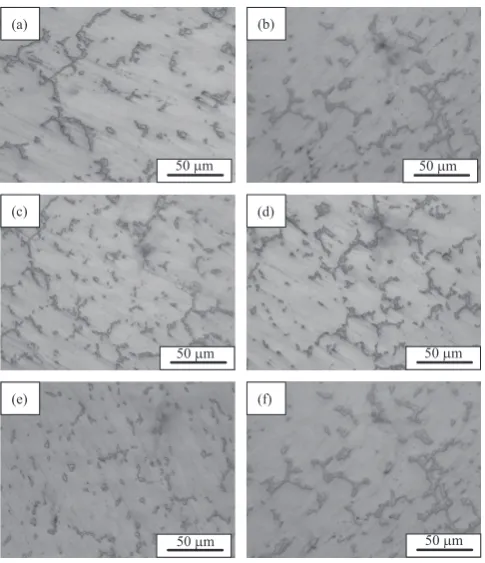
micro-structures of the ingots prepared at different casting speeds are shown in Fig. 3. It can be seen that casting speed has slight influence on the morphology of β-Mg17Al12.
Discon-tinuous net-shaped β-Mg17Al12 is observed at the edge of the
ingot prepared at the casting speed of 50 and 80 mm/min, while it converts into granular β-Mg17Al12 at the edge of the
ingots prepared at the casting speeds of 110 mm/min. By contrast, the morphology of β-Mg17Al12 in the center of
in-got is indispensable to casting speed. It is worth mentioning that the β-Mg17Al12 distributes evenly from the center to the
edge of the ingot at the casting speed of 80 mm/min.
Studies on the DC casting of Al alloy show that the drastic variation of the volume fraction of eutectic along the thick-ness of ingot/billet is likely to cause pores or hot tears in the ingot or billet.2) Therefore, it is meaningful to understand the
variation of the volume fraction of β-Mg17Al12 along the
thickness of the ingot prepared by DC casting in this work. The cooling rate of DC casting is very high because the sec-ondary cooling water sprays directly on the surface of ingot. Consequently, solidification path of DC casting deviates from the equilibrium solidification. It has been confirmed that the Gulliver-Scheil model is an effective way to predict the volume fraction of the compounds in the alloy prepared under non-equilibrium solidification.17) Figure 4 shows the
solidification path of the AZ81 alloy predicted with the Gul-liver-Scheil model. The sequence of the phase formation
un-Fig. 1 The schematic illustration of the crystallizer. 1 main body of the crystallizer, 2 inlet of the cooling water, 3 plug, 4 horizontal cooling wa-ter channel, 5 vertical cooling wawa-ter channel, and 6 outlet of the
[image:2.595.325.525.618.767.2] [image:2.595.67.268.634.743.2]der the Gulliver-Scheil model is: Liquid → HCP (α-Mg) + Liquid → HCP (α-Mg) + β-Mg17Al12. It can be seen that
al-though the concentration of Al in AZ81 alloy is less than the maximum solid solubility of Al in magnesium alloy, β-Mg17Al12 can still be precipitated at the end of
solidifica-tion (not a solid transform) as the temperature is lower than 765 K under the Gulliver-Scheil model. It is well known that for non-equilibrium solidification to occur a certain amount of undercooling is indispensable. The degree of undercool-ing increases with the coolundercool-ing rate and the purity of the met-al. The content of alloying elements is totally about 9% in this work, but the cooling rate is very high owing to the sec-ondary cooling water directly sprayed on the surface of the
slab during DC casting. Therefore, small proportion of the β-Mg17Al12 would be formed under the solidus temperature.
Similar result is reported in Mg-4.9Al-2Ca-2Sn alloy pre-pared with directional solidification.18) The volume fraction
of β-Mg17Al12 is estimated as 11.2% at room temperature,
which was also measured using image analysis for ingots of different casting speeds. Both the measurement and simula-tion results are shown in Table 1. The results show that the volume fraction of β-Mg17Al12 predicted by the Gulliver-
Scheil model agrees well with that determined by image analysis. This is particularly the case at the edge of ingots prepared at different casting speeds, illustrating that the Gul-liver-Scheil model is very useful in microstructure simula-tion of DC casting of magnesium alloy. A similar result is reported in the directional solidification of AX44 magne-sium alloy.17)
3.2.2 Effect of casting temperature on microstructure Figure 5 shows the microstructures of the ingots prepared at different casting temperatures. It can be seen that the cast-ing temperature has strong influence on the distribution of β-Mg17Al12, which is relatively homogeneous on grain
boundary and within grain interior as the ingot is prepared at 953 K. However, β-Mg17Al12 segregates along the grain
boundary with increasing casting temperature. Since it is
Fig. 3 The effect of casting speed on the microstructure of AZ81 ingot (a) 50 mm/min edge, (b) 50 mm/min center, (c) 80 mm/min edge, (d) 80 mm/min center, (e) 110 mm/min edge, and (f) 110 mm/min center.
[image:3.595.48.291.245.527.2]Fig. 4 The solidification path of AZ81alloy as predicted with the Gulliver- Scheil model (fs represents the volume fraction of solid phase).
Table 1 Measured and calculated volume fraction (vol%) of the eutectic in AZ81 ingot prepared at different casting speeds.
50 mm/min 80 mm/min 110 mm/min The
Gulliver-Scheil model edge middle edge middle edge middle
13.2 14.5 12.5 14.7 12.0 14.2 11.2
[image:3.595.304.549.404.754.2] [image:3.595.69.270.591.763.2]definite that the segregation of second phase along the grain boundary would impair the plasticity.19) Therefore, the
in-creasing of casting temperature implies a detrimental effect on the deformability of AZ81 ingot prepared by the DC cast-ing.
The volume fractions of β-Mg17Al12 were also measured
using an image analysis for ingots prepared at different cast-ing temperatures. The measurement and calculation results are shown in Table 2. The results show that the volume frac-tion of β-Mg17Al12 predicted by the Gulliver-Scheil model
also agrees well with that determined by the image analysis at different casting temperatures. It becomes very prominent at the edge of the ingots.
3.3 Effect of process parameters on macrosegregation 3.3.1 Effect of casting speed on macrosegregation
The fundamental reason of macrosegregation lies in parti-tioning of the solute elements between liquid and solid phases during solidification. However, the parameters of DC casting could also affect the macrosegregation according to the study on the DC casting of aluminum alloys.2)
Quantita-tively, the macrosegregation can be evaluated by a segrega-tion ratio calculated as follows:2)
Segregation ratio=(cmax−cmin)/c0 (1)
Where c0 is the average composition of ingot; cmax is the maximum composition of ingot; cmin is the minimum composition of ingot;
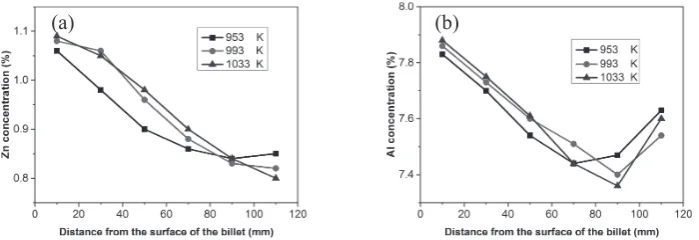
The effect of casting speed on the distribution of Zn and Al along the thickness of ingot is shown in Fig. 6. According to the eq. (1) and Fig. 6, the segregation ratios of Zn and Al are 20.9% and 4.1% at 50 mm/min, 24.0% and 6.9% at 80 mm/min, 26.7% and 10.3% at 110 mm/min, respective-ly. The calculation results illustrate that the segregation ra-tios of alloying elements, both Zn and Al, increase as the casting speed increases. On the other hand, the results also illustrate that the extent of segregation of a particular alloy-ing element is relevant to its physical/chemical attributes rather than an absolute content of it in the alloy, e.g., the content of Al is more than that of Zn in AZ81 alloy, but the macrosegregation of Zn is more serious than that of Al. 3.3.2 Effect of casting temperature on
macrosegrega-tion
Casting temperature is a prominent factor which affects the distribution of β-Mg17Al12 in the AZ81 ingot (as shown
in Fig. 5). The effect of casting temperature on the distribu-tion of Zn and Al along the thickness of the ingot is shown in Fig. 7. According to the eq. (1) and Fig. 7, the segregation ratios of Zn and Al are 24.0% and 6.9% at 953 K, 27.7% and 8.1% at 993 K, 30.1% and 9.2% at 1033 K, respectively. The calculating results indicate that the increasing of casting temperature deteriorates the macrosegregation of Zn and Al.
[image:4.595.121.479.482.605.2]Overall, the segregation ratios of both Zn and Al increase with increasing casting speed or temperature. However, it seems that casting speed has stronger influence on the mac-rosegregation than that of casting temperature, whereas cast-ing temperature has stronger influence on the distribution of Table 2 Measured and calculated volume fraction (vol%) of the eutectic in
AZ81 ingot prepared at different casting temperatures.
953 K 993 K 1033 K Gulliver-Scheil
model edge middle edge middle edge middle
12.2 13.7 13.6 14.5 12.0 15.7 11.2
Fig. 6 The effect of casting speed on the macrosegregation of DC casting ingot (a) Zn, and (b) Al.
[image:4.595.124.474.652.772.2]β-Mg17Al12 than that of casting speed.
3.4 Tensile properties
Based on the results of the influence of casting parameters on the microstructure and macrosegregation of AZ81 ingot, the optimal casting speed and casting temperature for AZ81 ingot produced by DC casting are 80 mm/min and 953 K, respectively. The tensile properties including ultimate tensile strength (UTS), yield strength (YS) and elongation (δ) of the AZ81 ingot prepared with the optimal parameters are shown in Table 3. It can be seen that the tensile properties along the thickness of the ingot almost keep constant, which confirms that the microstructure and composition of the ingot are rela-tively uniform as the ingot is prepared with the optimal cast-ing parameters. The maximum values of UTS, YS and elon-gation are 265 MPa, 210 MPa and 3.5%, respectively.
4. Discussion
The influence of casting temperature and speed on micro-structure and macrosegregation of AZ81 ingots was investi-gated in this paper. The results indicate that casting speed has slight influence on the volume fraction of β-Mg17Al12 in
the center of the ingot, while it decreases at the subsurface of the ingot with increasing casting speed. The reason can be attributed to the fact that the melt at the edge of ingot solidi-fies under the primary cooling, however the secondary cool-ing will take effect earlier with increascool-ing castcool-ing speed. As a result, the formation of β-Mg17Al12 at the subsurface of
in-got is inhibited as it is cooled to room temperature. There-fore, the volume fraction of Mg17Al12 at the edge of the
in-got slightly decreases with increasing casting speed (as shown in Fig. 2). In contrast, the melt in the center of ingot, especially for large sized casting, solidifies under the ondary cooling. It is well known that cooling rate of the sec-ondary cooling depends on the flow rate of the secsec-ondary cooling water rather than the casting speed.2) Therefore, the
casting speed almost has no influence on the volume fraction
of the β-Mg17Al12 in the center of ingot. On the other hand,
the degree of superheat both in the center and at the edge of ingot increases simultaneously with increasing casting tem-perature as the other parameters remain constant. This testi-fies a prominent effect of casting temperature on the volume fractions of β-Mg17Al12 both in the center and at the edge of
ingot.
Both zinc and aluminum exhibit negative segregation (as shown in Fig. 6 and Fig. 7). However, the fluctuating tenden-cies for the concentration of aluminum and zinc are some-how different. The concentration of aluminum along the thickness of AZ81 alloy ingot decreases first and then slight-ly increases in the center of ingot, while the concentration of zinc decreases almost monotonically. Similar findings about the variation of the alloying elements were reported in NZ30K ally billet produced by DC casting.20) There are two
essential conditions to form macrosegregation during DC casting according to the study on the DC casting of Al al-loy.2) They are the relative movement between solid and
liq-uid phases, and the solute rejection by the solid phase. These conditions are tightly related to the shape of the sump, as in-troduced in more detail elsewhere.2,20) The existence of the
sump during the DC casting leads to macrosegregation of the alloying elements over the cross-section of the ingot.2)
The depth of the sump is a characteristic feature of the solid-ification profile that exists upon DC casting. The sump depth (h) mainly depends on casting speed, alloy type and size of the casting ingots, and it can be calculated by the following formula as pointed out in Ref. 2).
h= AL 2νcast
4λs(Tm−Tsurf) (2) Where A: a coefficient which depends on the alloy (latent heat of fusion, density of the solid, specific heat of the sol-id);
Vcast: the casting speed;
λs: the thermal conductivity of the solid; Tm: the melting temperature of the alloy; Tsurf: the surface temperature of the slab; L: the equivalent radius of the slab;
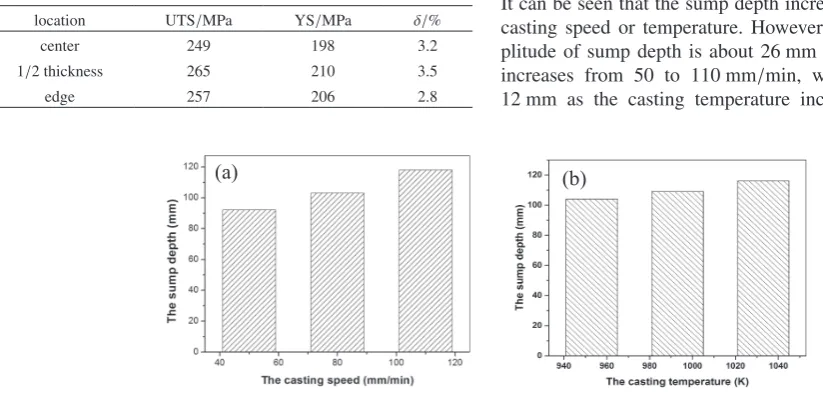
[image:5.595.54.466.577.774.2]The sump depths of the AZ81 ingots prepared under dif-ferent casting temperatures and speeds are shown in Fig. 8. It can be seen that the sump depth increases with increasing casting speed or temperature. However, the increasing am-plitude of sump depth is about 26 mm as the casting speed increases from 50 to 110 mm/min, whereas that is only 12 mm as the casting temperature increases from 953 to Table 3 Mechanical properties along the thickness of the ingot prepared at
optimal parameters.
location UTS/MPa YS/MPa δ/%
center 249 198 3.2
1/2 thickness 265 210 3.5
edge 257 206 2.8
1033 K. This result shows that to the sump depth, casting speed can exert a stronger influence than casting tempera-ture. Similar trend is observed in DC casting of NZ30K magnesium alloy.20)
Casting speed is one of the most important parameters during the DC casting, which plays a dominant role in the macrosegregation of Al alloy ingot.2) The underlying
mecha-nisms to form negative macrosegregation during DC casting are believed to be related to the floating grains and the shrinkage-induced flow.2) According to eq. (2) and Fig. 8(a),
the sump depth (h) increases linearly with increasing casting speed, and the steepness of the solidification front increases with increasing sump depth. It has been proved that the en-hancement of steepness promotes the shrinkage-induced flow, which in turn could enhance the extent of negative macrosegregation.2) On the other hand, the amount of
float-ing grain tends to increase with increasfloat-ing castfloat-ing speed,21)
which is in line with the enhanced negative macrosegrega-tion. Therefore, the casting speed has strong effect on the macrosegregation of the AZ81 magnesium alloy ingot (as shown in Fig. 6).
The sump depth increases with increasing casting tem-perature due to the increase in the heat needed to be re-moved in total via the heat transfer through the surface of the ingot, but the depth does not increase linearly with in-creasing casting temperature (as shown in Fig. 8(b)). The main reason is because the total amount of heat increment by increasing the casting temperature, compared with the la-tent heat of solidification, is relatively less, e.g., the amount of the latent heat of fusion (339 kJ/kg) released from AZ31 alloy is about ten times that of the heat generated by increas-ing castincreas-ing temperature from 953 to 1033 K.22) Therefore,
the casting temperature has limited influence on the mac-rosegregation of the DC casting (as shown in Fig. 7).
5. Conclusions
In this work, the effect of casting parameters on the mi-crostructure and macrosegregation of AZ81 ingot was inves-tigated. The main conclusions can be drawn as follows: (1) The volume fraction of β-Mg17Al12 predicted by the
Gulliver-Scheil model is 11.2% at room temperature, and the accuracy of Gulliver-Scheil model to predict the volume fraction of β-Mg17Al12 at the edge of ingot is
better than that in the center.
(2) The casting speed has strong influence on the macroseg-regation of the alloying element, while the casting tem-perature has limited influence on the macrosegregation. (3) The optimal casting speed and casting temperature for
the AZ81 ingot (220 × 220 mm) are 80 mm/min and 953 K, respectively. The corresponding maximum val-ues of UTS, YS and elongation are 265 MPa, 210 MPa and 3.5%, respectively.
Acknowledgements
This work is supported by the Shanghai Rising-Star Pro-gram under the grant number 14QB1401400, and the Doc-toral Scientific Research Foundation of Shanghai Ocean University (A2-0203-17-100325).
REFERENCES
1) X. zheng, L. Wang, J. Wang, Y. Wu, Z. Ning, J. Sun and L. Wang: Ma-ter. Sci. Eng. A 515 (2009) 98–101.
2) R. Nadella, D. Eskin, Q. Du and L. Katgerman: Prog. Mater. Sci. 53 (2008) 421–480.
3) E.F. Emley: Int. Met. Rev. 2 (1976) 75–115.
4) S. Guo, Q. Le, Z. Zhao, Z. Wang and J. Cui: Mater. Sci. Eng. A 404 (2005) 323–329.
5) W. Hu, Q. Le, Z. Zhang, L. Bao and J. Cui: J. Magnesium. Alloy. 1 (2013) 88–93.
6) D. Mackie, J.D. Robson, P.J. Withers and M. Turski: Mater. Charact.
104 (2015) 116–123.
7) T. Luo, H. Ji and J. Cui: Trans. Nonferrous Met. Soc. China 25 (2015) 2165–2171.
8) H. Hao, D.M. Maijer, M.A. Wells, S.L. Cockcroft, D. Sediako and S. Hibbins: Metall. Mater. Trans., A 35 (2004) 3843–3854.
9) Z. Zhang, Q. Le and J. Cui: Trans. Nonferrous Met. Soc. China 20 (2010) s376–s381.
10) M. Turski, A. Paradowska, S. Zhang, D. Mortensen, H. Fjaer, J. Grandfield, B. Davis and R. Delorme: Metall. Mater. Trans., A 43 (2012) 1547–1557.
11) E. Doege and K. Droder: J. Mater. Process. Technol. 115 (2001) 14– 19.
12) Y. Zuo, H. Nagaumi and J. Cui: J. Mater. Process. Technol. 197 (2008) 109–115.
13) X. Yan, F. Xie, M. Chu and Y.A. Chang: Mater. Sci. Eng. A 302 (2001) 268–274.
14) S.L. Chen, S. Daniel, F. Zhang, Y.A. Chang, X.Y. Yan, W.A. Oates and R.S. Fetzer: Calphad 26 (2002) 175–188.
15) J. Dong, S. Wang, X. Zheng, G. Liu, P. Zhang, J. Yang, W. Ding and W. Yan Patent: CN101249551, 2008.
16) N. Kashefi and R. Mahmudi: Mater. Des. 39 (2012) 200–210. 17) X.W. Zheng, A.A. Luo, C. Zhang, J. Dong and R.A. Waldo: Metall.
Mater. Trans., A 43 (2012) 3239–3248.
18) C. Zhang, H. Cao, V. Firouzdor, S. Kou and Y.A. Chang: Intermetal-lics 18 (2010) 1597–1602.
19) L. Liu and H. Ding: J. Alloy. Compd. 484 (2009) 949–956.
20) X.W. Zheng, J. Dong, N. Zhou, P.H. Fu, S.S. Yao and W.J. Ding: Ma-ter. Sci. Technol. 27 (2011) 275–281.
21) Suyitno, D.G. Eskin, V.I. Savran and L. Katgerman: Metall. Mater. Trans. A. 35 (2004) 3551–3561.